






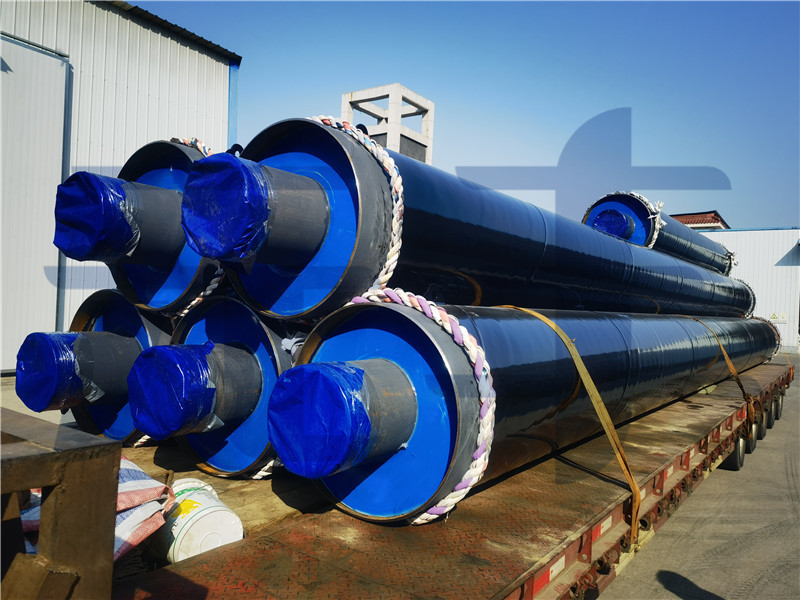
直缝保温管制造简易,发展迅速。直缝保温管的强度一般高过直缝钢管,可用狭窄的原料制成管经大的焊管,或用相同宽度的原料制成管经支系的焊管。可是,焊接长度与相同长度的接头管相比,添加30~100%,生产速度低。因而,小直径焊管多为直缝钢管,大口径焊管多为螺旋焊管。直缝保温管出厂前进行的探伤阶段是必不可少的,但也可以说是同样重要的。
常见的直缝保温管焊接缺点有气孔、炉渣、未焊、未熔、裂痕等,依据显示屏得到的疵波外形和反射波高度的转变分析切割处的位置和焊接工人,综合评价偏差。对内部缺点的实际性点评、缺陷发生的告知和预防措施大概总结如下。
夹碎渣
直缝保温管中点状钳夹回波信号与点状气孔类似,杆状钳夹回波信号大多锯齿形震幅不高,波型树枝状,峰顶边有小峰值,探头移动震幅有变化,从各方位检验时反射震幅不排斥。导致这类缺陷的原因有:焊接电流太小、太快、炉渣持续上调、焊缝边沿和各层焊缝结算不干净、其金属和焊材成分不适合、硫、磷多等。要防止慢跑,务必正确选择焊接电流,防止焊件坡口曲率短、长短过小,焊前应将坡口泡浸整洁。多层焊接时,务必逐级根除焊疤。随后,合理确定板材视角焊接速度等。
没有融解
直缝保温管反射率高,震幅也高,探头平行移动时波型相对稳定,焊接两边探伤时,都可获得基本相似的反射震幅。这类缺点不但极大地提高了焊接中所研究的仪器的特性,而且在未焊接部位的空缺和顶端组成应力缔合点,往往在安装后造成裂痕,是危害性缺点。|其产生原因一般是坡口纯边空隙过小、焊接电流过小、运条速率太快、坡口黑度小、运条视角错误和电孤倾斜等。预防流程为:合理选择坡口型式、堵缝、选用正确的焊接基本等。
气体孔
直缝保温管每个气孔回音高度低,波型一条缝,相对稳定。在各个左肩的检测中,反射波几乎相反,但只要稍微遮住探头便会隐藏起来,密集的气孔中便会涌出反射波。依据气孔大小的不同,波的高度也不同,以探头为指定转动时,会有互相摆脱的景象。产生这类缺点的原因起先焊材在规定的温度下不干躁,焊丝皮脱皮脱落,焊芯生锈,焊条清理不干净,手工焊接时电流过大,电孤太长;电弧焊时电压过高或网络电压过于平稳;当心焊接气体时要注意气体的纯度。假定大口径线圈焊缝有气孔,不但会破坏焊缝金属的致密性,而且会减少焊接有用的截面积,减少机械性能,而且有链状气孔,与弯曲和进攻韧性相比会明显飞舞。避免这类刮痕的步骤,不要使用药皮裂痕、脱落、成长及焊芯锈蚀的焊丝,锈蚀的焊丝除锈后,务必使用技巧。常用焊材务必按规定温度干躁,清理干净坡口及其两边,选择合适的焊接电流、电弧电压和焊接速度等。







 冀公网安备 13010402002202号
冀公网安备 13010402002202号